浙江日佳铜业科技有限公司免费为您提供卫浴铜材,装饰铜型材,异型铜铰链型材等一些相关信息的展示发布,请您关注本站!

24小时咨询热线
13587317527
13587317527



热门关键词:北京异型铜材 北京铜异型材 北京红冲铜件热锻加工 北京高精铜棒 北京调直小铜棒
浙江日佳铜业科技有限公司免费为您提供卫浴铜材,装饰铜型材,异型铜铰链型材等一些相关信息的展示发布,请您关注本站!
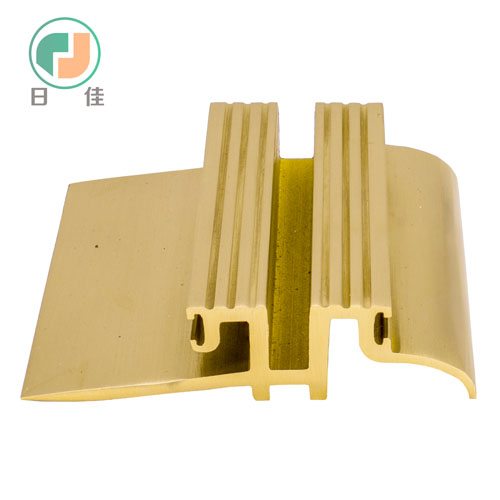
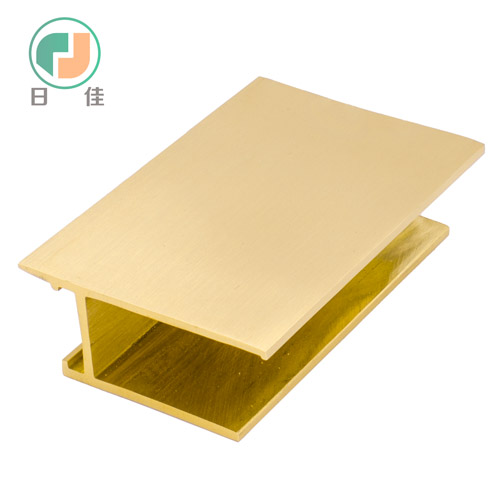
北京异型铜材(非标准截面铜型材)因其定制化截面设计、高导电/导热性、抗腐蚀性,广泛应用于电气、机械、新能源等高精度领域。以下从选型匹配、加工工艺、连接方式、典型应用四方面系统阐述其使用方法,兼顾技术细节与工程实践。
一、北京异型铜材选型匹配:从需求到截面的逆向设计
截面设计原则功能适配:根据应用场景(如导电、散热、结构支撑)确定截面形状。高导电需求:优先选择实心矩形/圆形截面(截面积≥10mm²,电阻率≤0.0172Ω·mm²/m)。
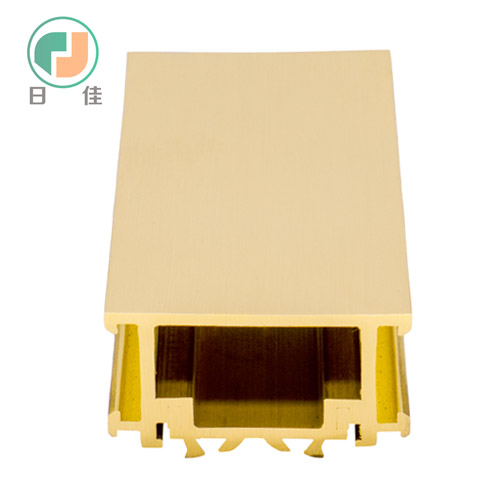
散热强化:采用中空多孔结构(如六边形蜂窝孔、螺旋翅片),散热效率较实心提升30%-50%。
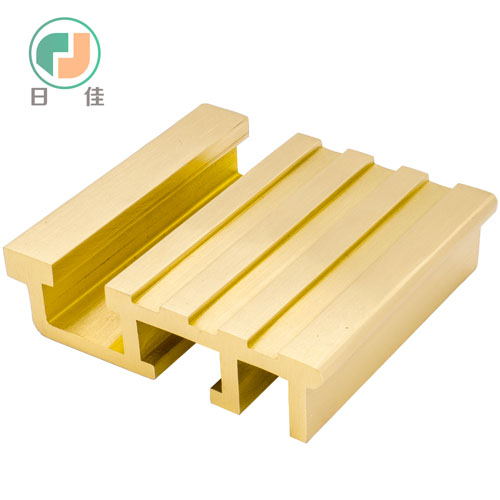
轻量化需求:设计薄壁异形腔体(壁厚0.5-2mm,如C型槽、波纹管),密度降低至8.5g/cm³(纯铜为8.96g/cm³)。
力学性能:通过有限元分析(FEA)优化截面惯性矩,确保抗弯刚度满足工况要求。示例:某新能源汽车电池包铜排,截面由矩形改为双凸台梯形后,抗弯强度提升40%,重量减轻15%。
材料牌号选择应用场景推荐牌号关键参数
高压电气连接 T2(国标纯铜) 纯度≥99.95%,导电率≥101%IACS
高强结构件 QCr0.5(铬青铜) 屈服强度≥350MPa,硬度≥90HB
耐腐蚀环境 HAl77-2(铝青铜) 耐盐雾≥500h,抗拉强度≥600MPa
高频电路 C19400(铁镍铜合金) 应力松弛率≤1%(150℃/1000h)
二、加工工艺:从毛坯到成型的精密控制
成型工艺对比
工艺类型适用截面复杂度加工精度典型公差成本系数
挤压成型 中低复杂度 ±0.1mm(长度方向) 直线度≤0.5mm/m 1.0(基准)
连续轧制 高复杂度(如螺旋) ±0.05mm(局部) 壁厚差≤0.03mm 1.8
精密锻造 封闭空腔结构 ±0.02mm(关键尺寸) 同轴度≤Φ0.05mm 2.5
3D金属打印 任意复杂度 ±0.01mm(全尺寸) 表面粗糙度Ra≤1.6μm 5.0
关键工艺参数
挤压成型:模具预热温度:450-500℃(T2铜)
挤压速度:5-15m/min(根据截面复杂度动态调整)
润滑剂:石墨+二硫化钼复合涂层(摩擦系数≤0.12)
连续轧制:轧辊精度:IT6级(表面粗糙度Ra≤0.8μm)
张力控制:±1%动态补偿(避免截面畸变)
后处理要求
去应力退火:350-400℃保温2小时(消除加工硬化,硬度降低20%-30%)
表面处理:电气连接件:镀锡(厚度≥5μm,耐盐雾≥240h)
海洋环境:镍磷合金化学镀(厚度≥10μm,孔隙率≤1个/cm²)
三、连接与装配:确保导电性与结构强度
机械连接方式螺栓紧固:扭矩值:根据截面尺寸与材料强度计算(示例:M8螺栓连接T2铜排,扭矩15-18N·m)
防松措施:涂覆乐泰243螺纹胶(预紧力衰减率≤5%/年)
铆接:铆钉材质:H62黄铜(硬度HB80-100)
铆接强度:剪切力≥15kN(Φ4mm铆钉连接2mm厚铜排)
焊接工艺钨极氩弧焊(TIG):电流:80-150A(根据板厚调整)
焊丝:ERCu(纯铜焊丝,直径1.0-1.6mm)
保护气体:纯氩(流量8-12L/min)
超声波焊接:适用场景:薄壁异型铜材(壁厚≤0.8mm)
焊接参数:振幅30-50μm,压力0.3-0.5MPa,时间0.5-1.0s
导电膏应用型号:上海产DG-1型导电膏(电阻率≤0.0005Ω·cm²)
涂覆厚度:0.05-0.1mm(降低接触电阻30%-50%)
集科研、生产、技术服务为一体的浙江日佳铜业科技有限公司,主要主营产品有:卫浴铜材,装饰铜型材和异型铜铰链型材,目前在市场上已经拥有较大规模和发展。